Pumping equipment plays a vital role in any production facility where liquids of varying viscosities need to be transported. The oil and fat industry is one of those sectors where the correct choice of pumps determines both the plant’s productivity and the quality of the finished product. In this article, we will look at exactly how pumping equipment is used in oil and fat processing plants, which types of pumps are suitable for this sector, and why you should turn to Dalgakiran.
How pumping equipment is used in the oil and fat industry
In oil and fat production, pumps are involved at virtually every stage of the manufacturing process. They transfer raw materials, semi-finished products and finished goods between tanks, filling lines and other units. The processing of sunflower, rapeseed or soya beans involves working with liquids of varying densities — from light oils to thick, paste-like masses.
For example, during the refining stage, sunflower oil passes through several pieces of equipment in succession, and without reliable pumping systems it would be impossible to maintain a stable flow. Pumps are also used in refrigeration systems to cool products and equipment.
The impact of pump characteristics on the quality and stability of oils and fats
The quality of oils and fats depends directly on how correctly the product is transported within the production line. Rough mechanical pumping can lead to emulsification, air entrapment or an increase in temperature, which negatively affects the organoleptic characteristics.
Product stability during storage is also linked to whether oxidation occurred during the pumping stage. Therefore, in the edible oils industry, pumps are selected to minimise product contact with air.
Pump specifications
Unit
Centrifugal pump
Screw pump
Gear pump
Vane pump
Peristaltic pump
Piston pump
Rotational speed
rpm
1500–3000
100–600
300–1,800
750–1500
10–300
50–300
Outlet pressure
bar
2–10
6–24
5–25
3–15
2–8
10–400
Product aeration
%
5–20
0.1–1.0
1–5
1–3
< 0.1
< 0.5
Product heating (Δt)
°C
+8…+15
+2…+5
+3…+8
+2…+6
+0.5…+2
+1…+4
Shear load
Pa
500–2000
50–200
100–500
100–400
< 50
20–100
Viscosity (optimal)
mPa·s
1–300
500–50,000
50–10,000
20–5,000
1–50,000
50–100,000
Acid number (AN) after transfer.
mg KOH/g
+0.15–0.5
+0.01–0.05
+0.03–0.1
+0.02–0.08
< +0.01
+0.01–0.03
Max. outlet temperature
°C
70
90
80
70
40
100
Homogenisation of the mixture
points (1–5)
4
2
3
3
1
1
Hygiene class
CIP
CIP-1
CIP-2
CIP-2
CIP-2
CIP-3
CIP-2
Energy efficiency
%
60–80
70–85
65–80
65–78
40–70
75–92
Food processing engineering specialists note that to preserve the natural structure of oils and fats, it is crucial to avoid excessive pressure and overheating during transport — and it is the pump that determines whether these conditions are met.
Types of pumping equipment for the oil and fat industry
The modern market offers several solutions for pumping systems in the food sector. The choice depends on the product characteristics, line capacity and operating conditions. Let us consider the most common options used in practice.
Main types of pumps for oil and fat production:
Water-ring vacuum pumps are used to create a vacuum in deodorisers and deaerators. They operate continuously and feature a simple design requiring minimal maintenance.
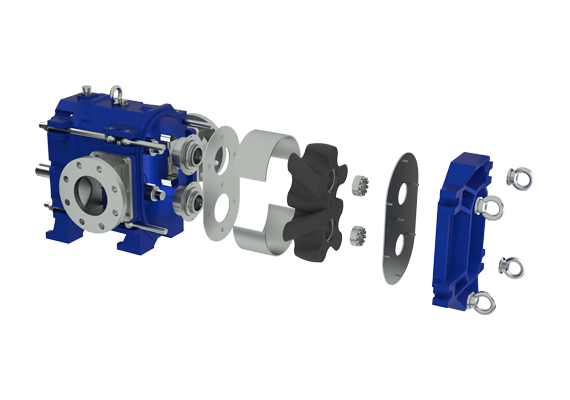
Rotary lobe pumps are suitable for pumping thick fats, margarine and products containing particles. They ensure gentle feeding without damaging the product’s structure.
Centrifugal pumps are used to transport liquid oils in applications involving large volumes and low viscosity.
It is important to bear in mind that fats of plant and animal origin differ significantly in terms of density and melting point. Therefore, pump selection must always be tailored to the specific application.
Advantages of using industrial pumps in the oil and fat industry
Industrial pumps, designed specifically for food production, have a number of characteristics that make them a sensible choice for businesses of any size.
materials in contact with the product comply with food standards;
low noise and vibration levels;
capable of handling high-viscosity products;
resistance to aggressive cleaning agents during sanitisation;
long service life between maintenance intervals.
“Properly selected pumping equipment is not merely a component of the production line, but a factor that influences the production cost and stability of the entire production process” — this view is widely held among process engineers at food manufacturing companies.
Why you should buy pumping equipment for the oil and fat industry from Dalgakiran
Dalgakiran is an official supplier of industrial equipment in Ukraine, offering a wide range of pumps for the oil and fat industry, including water-ring vacuum pumps and rotary lobe pumps that meet the requirements of food production facilities. Your company will receive not only high-quality equipment with an official warranty, but also expert assistance in selecting the right model, taking into account the specific requirements of your production line.
 0800 30 13 77
0800 30 13 77 En
En