Centrifugal pharmaceutical and food pumps and their application
Centrifugal pharmaceutical and food pumps are industrial units in which the mechanical energy of the drive is converted into hydraulic energy of the liquid, resulting in its movement.
Pumps in this category are one of the main types of equipment that ensure an uninterrupted and continuous technological process at pharmaceutical and food industry enterprises. This equipment is designed for pumping liquid media with different physical and chemical characteristics, at a variety of temperatures.
If you need to buy a centrifugal pump for pharmaceutical or food processing, please note that special requirements are imposed on this equipment, as it must ensure maximum sterility and hygiene of all processes taking place inside the unit. This is the only way to guarantee the high quality of the final product produced by these industries.
Design of centrifugal pharmaceutical and food pumps
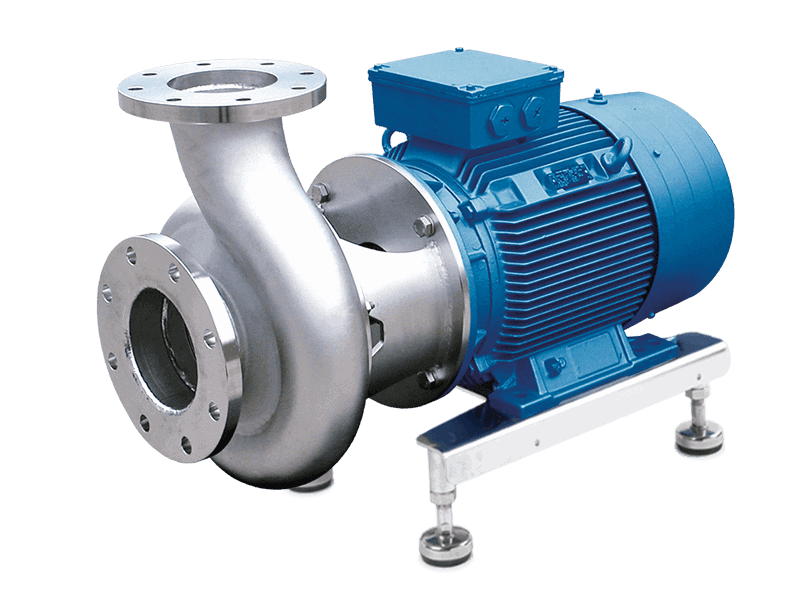
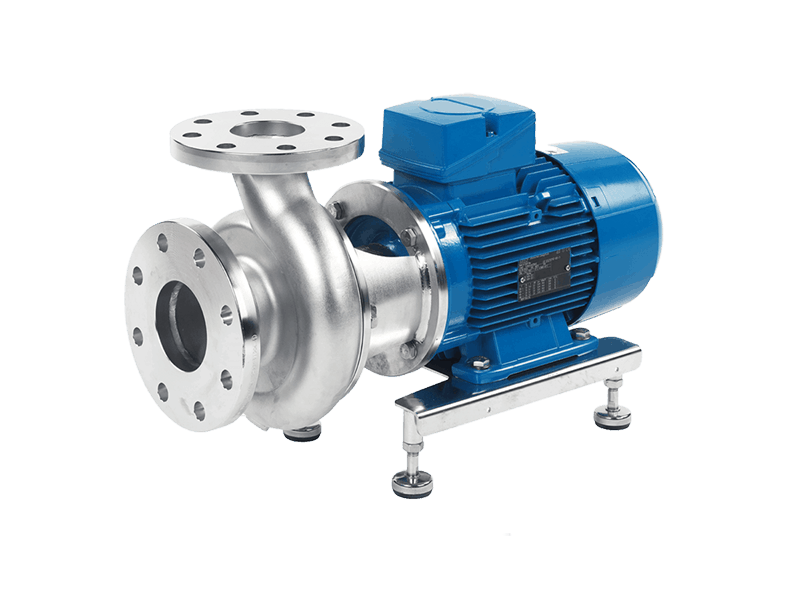
Let’s take a closer look at the design of a centrifugal pharmaceutical and food pump and highlight its main elements. The main one is an electric motor, which acts as a drive device. In order to protect the power unit from any contact with the pumped liquid, the internal structure of the pump, in which the drive motor is located, is properly sealed. Rotation is transmitted by the pump shaft from the electric motor to the impeller/wheels, on the outer cylindrical surface of which there are blades responsible for moving the fluid in the internal chamber of the unit. The easy and trouble-free rotation of the shaft on which the impeller/wheels are mounted is ensured by bearing assemblies. All components of the internal structure of the pump are protected from dangerous contact with the liquid medium by special sealing elements. The body of the unit itself resembles a snail in appearance and is equipped with two more elements – a suction nozzle and a pressure nozzle.
The principle of operation of centrifugal pharmaceutical and food pumps is very simple: the liquid entering the internal working chamber is captured by the impeller(s) and starts moving with them. The centrifugal force throws the liquid against the walls of the working chamber, which creates an overpressure under which the moving liquid medium is pushed further through the discharge pipe. When the liquid is thrown against the walls of the working chamber, a region of rarefied air is created, which ensures that a new portion of the liquid is sucked in through the suction nozzle.
Advantages of centrifugal pharmaceutical and food pumps over other types of pumps
The wide range of applications for centrifugal pharmaceutical and food pumps is due to the impressive list of advantages inherent in this equipment. Below we list the most important advantages of this type of pump:
stable high performance indicators, which are ensured by the principle of operation of these units and their design features;
stable parameters of the pumped liquid flow;
ease and simplicity of operation of the centrifugal pump, as well as its independent maintenance – there is no need to involve third-party personnel, and all necessary maintenance and repair procedures can be carried out with the help of basic tools, having certain skills;
reliability and low wear of centrifugal pumps, and as a result, their long service life;
relatively low weight of this type of pump and compact dimensions;
For the production of pharmaceutical and food pumping equipment, we use clinically tested alloys that are not subject to any kind of corrosion, and carefully studied polymers and plastics that are safe for the human body and the environment, as well as resistant to aggressive chemical compounds and reagents.
Disadvantages of centrifugal pharmaceutical and food pumps
In order to make the right choice of pumping equipment used in the pharmaceutical and food industries, it is necessary to have a clear understanding not only of its advantages, but also of some of the disadvantages of centrifugal pumps:
the inability to remove air cavities from the suction line without additional special equipment;
when deviating from the nominal operating conditions of this type of pump, their efficiency is significantly reduced;
direct dependence of the efficiency on the viscosity of the liquid – the higher the viscosity, the lower the efficiency;
This type of pumping equipment cannot be ready for operation until a liquid medium is created in the internal working chamber;
to create a high fluid head in the system, centrifugal pumps with more than one impeller should be used;
a relatively limited range of fluid flows and heads within the system;
relatively high price due to the use of high-quality materials for the pump’s working parts.
Centrifugal pumps for the food and pharmaceutical industries offered by Dalgakiran Compressor Ukraine
Dalgakiran offers food and pharmaceutical centrifugal pumps from world-renowned manufacturers Packo (Belgium) and Salvatore Robuschi (Italy). Our experts will help you choose the right pump based on your requirements and application specifics.
 0800 30 13 77
0800 30 13 77 En
En





















Відгуків немає, поки що.